
YASHIDA-520CNC精密全自动数控CNC磨床
订购热线:0510-88275607

产品规格

1.本机铸件机身、工作台、鞍座、底座均采用FCD-300高级铸件,并经弛力退火季化处理,平衡内应力,确保机床稳定耐用。

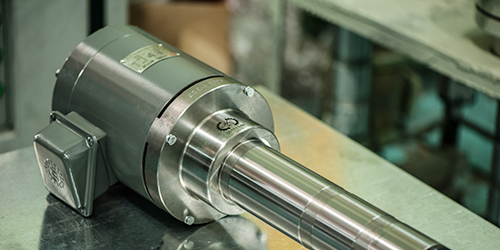
2.马达与主轴一体直接设计,主轴采用SKF-P4级精密滚柱轴承,扭力大,耐重切削。特别主轴配重平衡,在高速成型下,达到完美之成型磨削
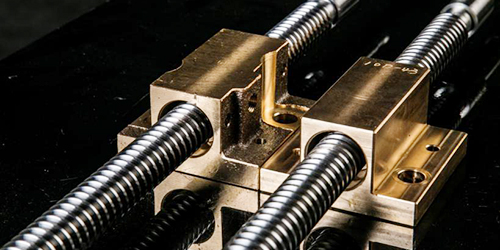
3.Y轴、Z轴螺杆采用台湾进口,并经热处理硬化后牙缝再经研磨加工,精密度及使用寿命非一般可比。加高加重式工作台,钢性强不变形精度恒久耐用

研磨样品
2.马达与主轴一体直接设计,主轴采用SKF-P4级精密滚柱轴承,扭力大,耐重切削。特别主轴配重平衡,在高速成型下,达到完美之成型磨削
3.Y轴、Z轴螺杆采用台湾进口,并经热处理硬化后牙缝再经研磨加工,精密度及使用寿命非一般可比。加高加重式工作台,钢性强不变形精度恒久耐用
产品规格
| 项目 | 单位 | 520CNC | |||
| 加工能力 | 工作台作业面积(长*宽) | mm | 500*200 | ||
| 工作台行程(左右*前后) | mm | 530*210 | |||
| 最大垂直高度 | mm | 357.59 | |||
| 标准磁台尺寸 | mm | 450*200 | |||
| 工作台最大承重 | kg | 含磁盘重量100 | |||
| 工作台 | T型槽(宽度*槽数) | mm*no | 17*1 | ||
| 左右平均进给速度 | m/min | 0.1-20 | |||
| 手轮每转进给量 | mm | 100 | |||
| 前后进给 | 手动进给 | 每轮手动进给置 | mm | 5.0 | |
| 手轮刻度 | mm | 0.02 | |||
| 自动进给 | 间歇性进给 | mm | 0.1-0.5 | N.A | |
| 连续进给速度 | m/min | 0.15-0.4 | N.A | ||
| 上下进给 | 自动下刀进给置 | mm | 0.0001-0.03 | N.A | |
| 手动微量进给 | mm | 0.005 | |||
| 手轮旋转一周进给置 | mm | 1 | |||
| 无火花磨削 | / | 0-5 | N.A | ||
| 上下快速进给 | mm/mm | 600 | |||
| 电机 | 外径(50/60HZ)*宽*内径 | mm | φ﹥205×6~20×φ31.75 | ||
| 转速(50/60HZ) | Min-1 | 3000/3600 | |||
| 砂轮 | 砂轮轴 | KW/P | 1.5/2 | ||
| 液压泵 | KW/P | 1.5/2 | |||
| 电源 | 电源容量 | KVA | 2.5/3 | ||
| 外形尺寸 | 宽*深*高 | mm | 1800*1452*2100 | ||
| 机床净重 | 净重 | kg | 1600 | ||
研磨样品
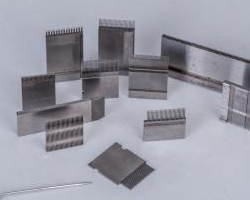

精度可达0.002MM,磨削领域,数控磨削在国内属于领先地位。在成型磨削领域我们坚持至今29年,服务客户5000家以上。

